


三種不鏽鋼風管的焊接方法:方(fāng)法一:手工(gōng)焊接手工焊接作為不鏽鋼風管的(de)加工應用非(fēi)常普遍,操作方便,主要由人控製,焊接填充材料為焊(hàn)條。手工(gōng)焊接(jiē)幾乎可以焊接每種材料,即使(shǐ)在外麵(miàn),所以適應性很好,一般采(cǎi)用直流電焊接(jiē)。焊條可以是鈦焊條,也可以是沉默的。鈦焊條易於焊接,焊接美(měi)觀,焊縫(féng)易於消除。但缺點是,如果長時(shí)間不使用,盡量再次烘(hōng)烤,避免水分沉積。方法二:鎢極惰性氣體保護焊電氣孤獨需要在鎢焊絲和(hé)工件之間產生,因此需要將汽體(tǐ)保持為純氣,焊絲不帶電(diàn),因此可以手動或設備送入,有時不能送入。然後是直流電(diàn)還是交(jiāo)流電,在於焊接材(cái)料。鎢極惰性氣體保(bǎo)護焊通常用於(yú)焊接薄、中等厚度的工件,包括碳鋼、鋁、鎂、銅、灰鑄(zhù)鐵、鎳、銀、鈦、鉛等。方法三:金屬(shǔ)極(jí)氣體保護焊它屬於氣體保護焊,也(yě)是一種電(diàn)弧焊,在保護氣體下,焊條被電孤融化。金(jīn)屬(shǔ)極氣體保護焊適用於鋼、非碳鋼、高合金鋼、高合金等材料,應用廣泛。但(dàn)有一點是,它必須保持有吸(xī)引力的汽體,如二氧化碳(tàn)或混合物。缺(quē)點是如果(guǒ)焊接(jiē)在外麵,工件不(bú)能(néng)潮濕,否則會損害氣體保(bǎo)護的效(xiào)果。






風管咬口總寬度應嚴(yán)格(gé)按鋼板厚度控製,誤差不得超過規範允許值(zhí)。咬口完(wán)成後,風管外觀質量檢驗(yàn)標準為:弧形對稱,折疊邊平直,表麵凹凸不大於5mm,兩側平行,無翹曲角。咬縫應緊密結合,無半咬或膨脹現象(xiàng)。 為了降低係統的局部阻力,保證(zhèng)通風效果,應注意通風管彎頭、變徑管、三通、風管套管的生產加工。風管接口應緊(jǐn)密連接。風管法蘭的墊片不應突出管道(dào)或法蘭外。

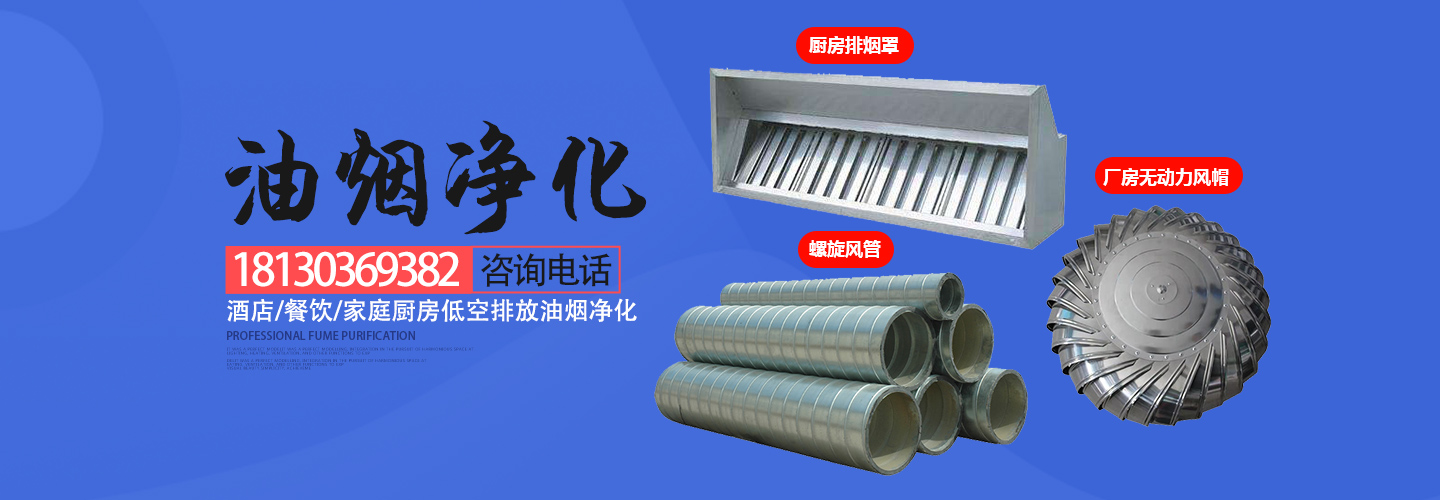
風管(guǎn)組對將保溫螺(luó)旋風管成品或預製好的風管送到安裝地點,結合實際情況進行檢驗、複核(hé),編號排列,風管係統各部分(fèn)尺寸及角(jiǎo)度確認準確無(wú)誤後,即開始風管組對工作(zuò)。風管段之間的連接采用法蘭連接,並要求接口處必須緊密無風。風管的長度要根據建(jiàn)築(zhù)物的條件、風管的壁厚、起重方法和起重設備配置情況確定,組(zǔ)對好的風管可將(jiāng)兩端的法蘭作為基準點,中間法(fǎ)蘭頭是否要有足夠的支承、支(zhī)撐點,連接處是否有足夠的厚(hòu)度。

您好,歡迎蒞臨蕪湖香蕉AV福利精品导航,歡迎谘詢...
 觸屏版二維碼 |





